



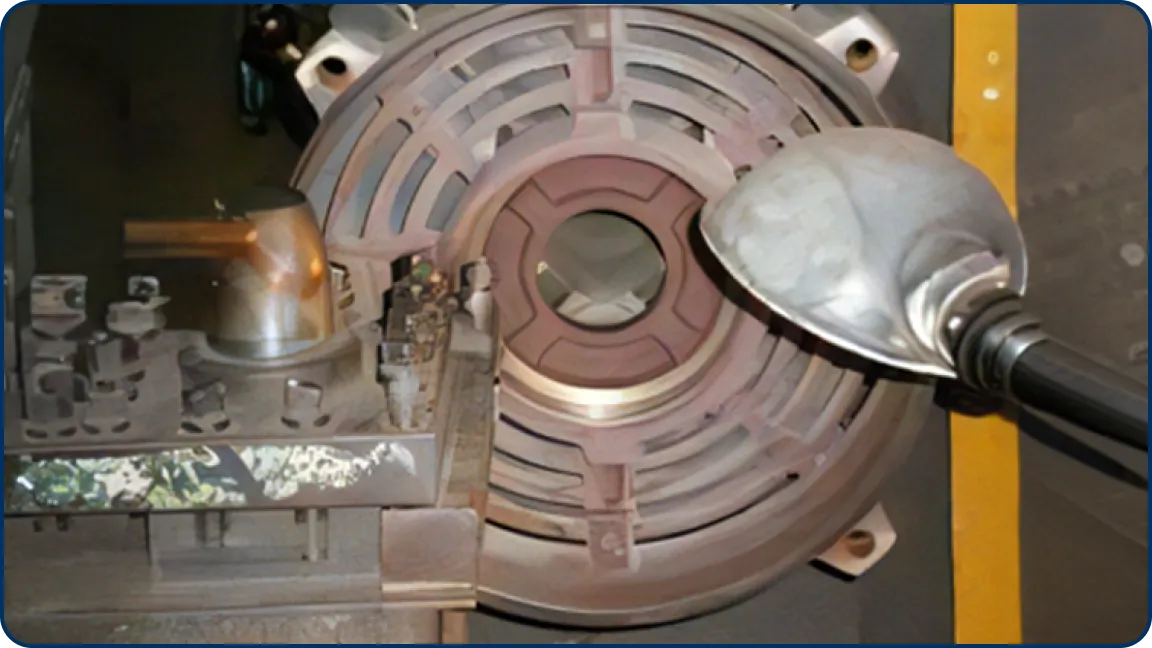
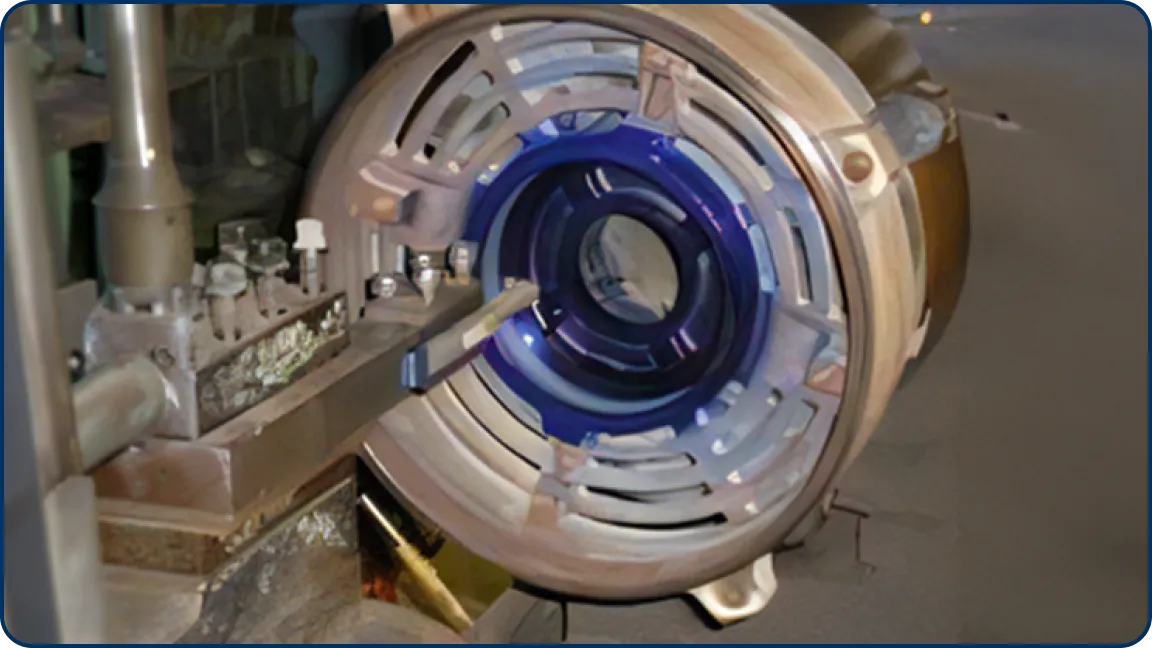
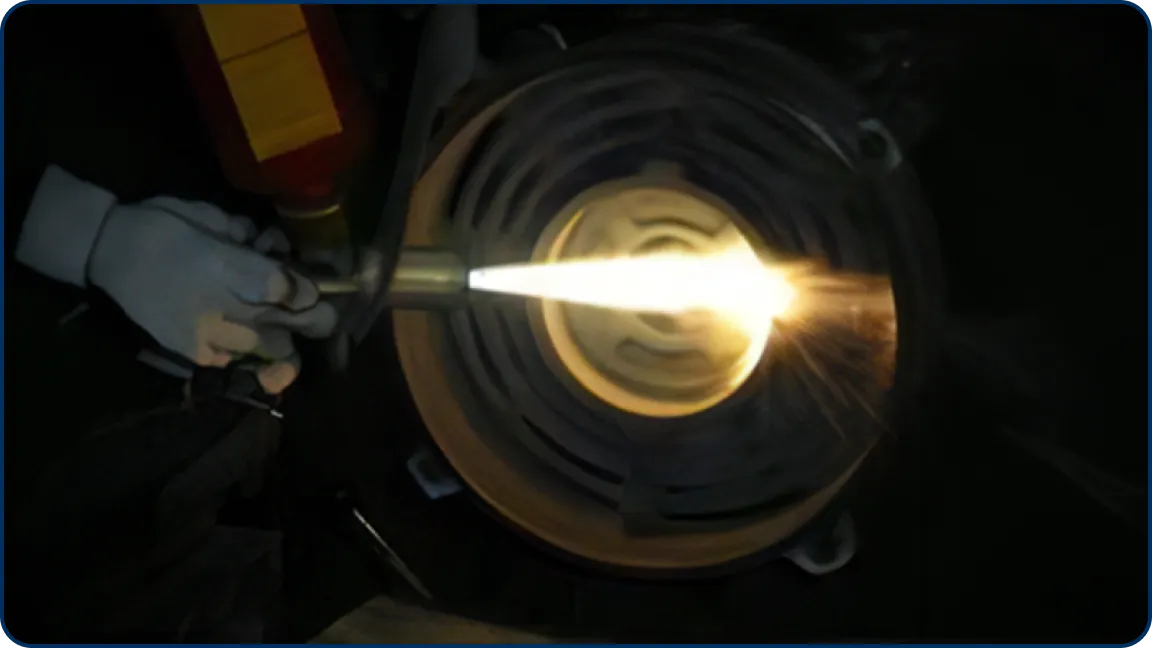

シャフトジャーナル溶射加工
BEFORE

AFTER






